FG-Kataloq Fiberglas Güclü və Yüngül Fiberglas Məhsulu



Məhsulun tətbiqi: Şüşə lifli lent əsasən sənayedə istifadə olunur: istilik izolyasiyası, odadavamlı, alovlanma gecikdirici, möhürləmə və s. Xüsusilə, hər növ məişət şöminelərinin möhürlənməsi və qorunması üçün tətbiq olunur.
Texniki Baxış:
İş temperaturu:
550 ℃
Ölçü Aralığı:
Eni: 15-300 mm
Qalınlıq: 1,5-5 mm
Standart uzunluq: 30M
Fiberglas haqqında daha çox məlumat
ŞÜŞÜŞÜŞÜŞÜŞÜŞÜ İPLİK
Ərinmiş şüşənin qızdırılaraq liflərə çevrilməsi və şüşənin nazik liflərə çəkilməsi prosesi minilliklər boyu məlumdur; lakin, yalnız 1930-cu illərdə sənaye inkişafı bu məhsulların toxuculuq tətbiqləri üçün uyğun kütləvi istehsalını mümkün etmişdir.
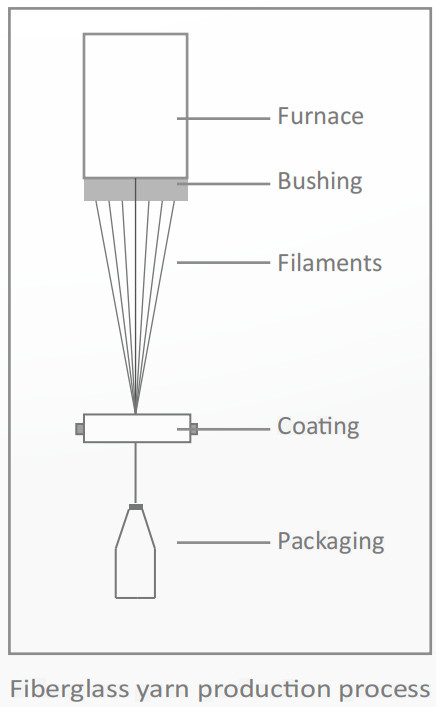
Liflər yığma, əritmə, lifləşdirmə, örtmə və qurutma/qablaşdırma kimi tanınan beş addımlı proses vasitəsilə əldə edilir.
• Paketləmə
Bu addım zamanı xammallar diqqətlə dəqiq miqdarda çəkilir və hərtərəfli qarışdırılır və ya yığılır. Məsələn, E-Glass, SiO2 (silisium), Al2O3 (alüminium oksidi), CaO (kalsium oksidi və ya əhəng), MgO (maqnezium oksidi), B2O3 (bor oksidi) və s.
• Ərimə
Material yığıldıqdan sonra temperaturu təxminən 1400°C olan xüsusi sobalara göndərilir. Normalda sobalar müxtəlif temperatur diapazonu ilə üç bölməyə bölünür.
• Fiberizasiya
Ərinmiş şüşə müəyyən sayda çox incə ağızları olan eroziyaya davamlı planum ərintisindən hazırlanmış koldan keçir. Su axınları koldan çıxan kimi filamentləri sərinləşdirir və ardıcıl olaraq yüksək sürətli sarıcılar tərəfindən bir yerə yığılır. Burada gərginlik tətbiq olunduğu üçün ərimiş şüşə axını nazik filamentlərə çəkilir.
• Örtük
Sürtkü kimi fəaliyyət göstərmək üçün filamentlərə kimyəvi örtük tətbiq olunur. Bu addım, filamentlərin yığılması və formalaşma paketlərinə sarılması zamanı aşınmadan və qırılmadan qorumaq üçün lazımdır.
•Qurutma/qablaşdırma
Çəkilmiş filamentlər bir dəstəyə yığılaraq müxtəlif sayda filamentlərdən ibarət şüşə tel əmələ gətirir. Sap bir nağara sarılır və iplik makarasına bənzəyən bir forma paketinə çevrilir.
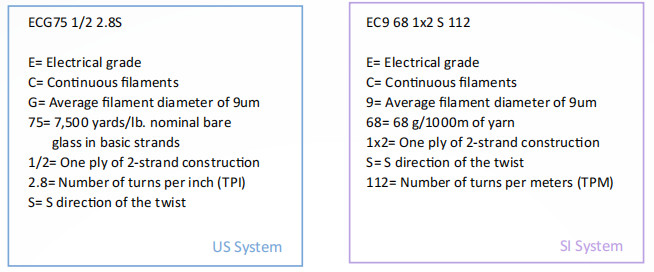
İPLİK NOMENKLATURASİ
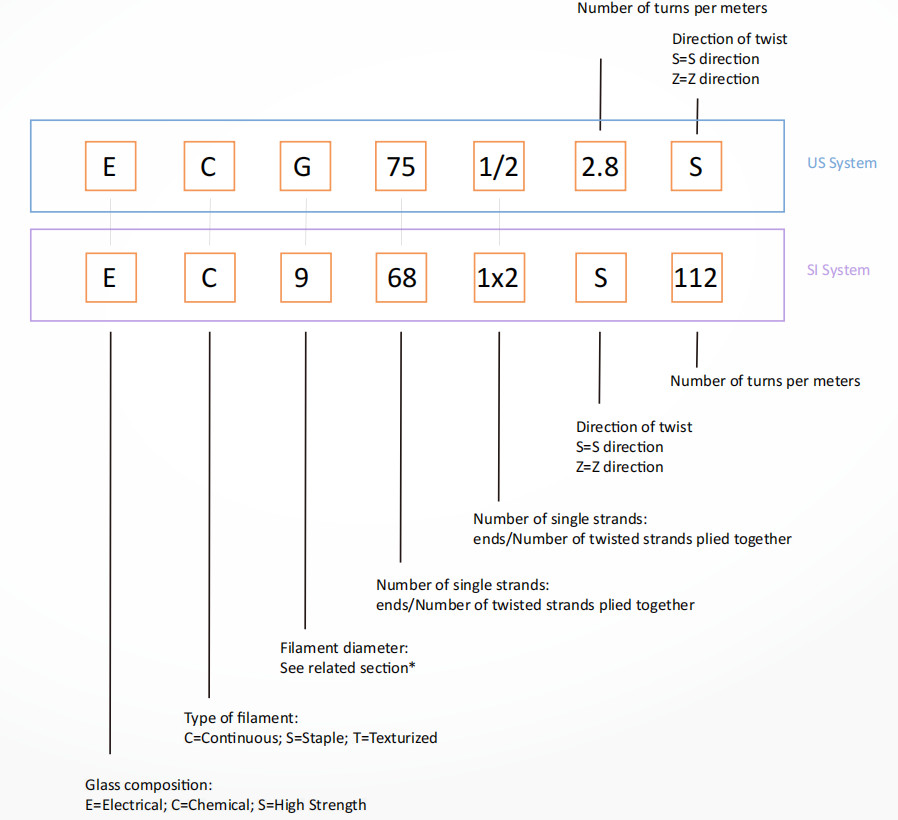
Şüşə liflər adətən ABŞ-ın adi sistemi (düym-funt sistemi) və ya SI/metrik sistem (TEX/metrik sistem) ilə müəyyən edilir. Hər ikisi şüşə tərkibini, filament tipini, iplərin sayını və iplik konstruksiyasını müəyyən edən beynəlxalq səviyyədə tanınmış ölçü standartlarıdır.
Aşağıda hər iki standart üçün xüsusi identifikasiya sistemi verilmişdir:
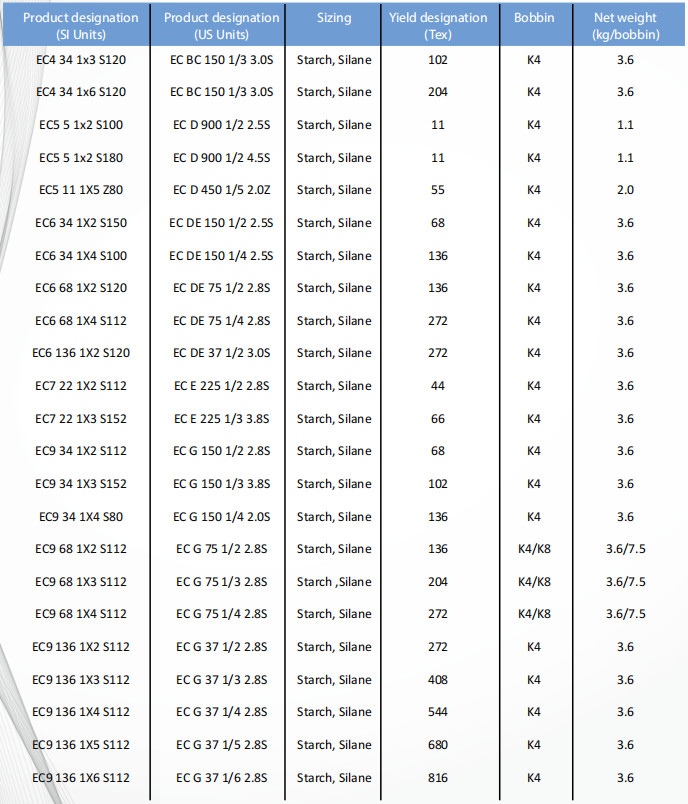
İPLİK NOMENKLATURU (davamı var)
İplik identifikasiyası sisteminin nümunələri
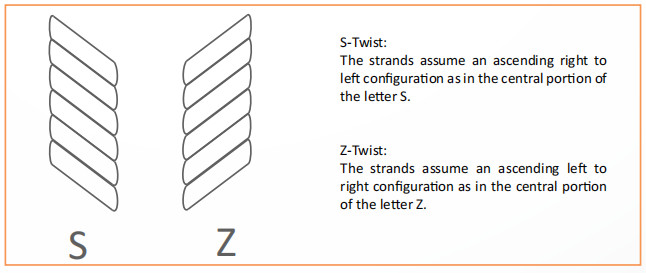
Twist istiqaməti
Təkmilləşdirilmiş aşınma müqaviməti, daha yaxşı emal və daha yüksək dartılma gücü baxımından üstünlüklər təmin etmək üçün bükülmə mexaniki olaraq ipliklərə tətbiq edilir. Bükülmə istiqaməti adətən S və ya Z hərfi ilə göstərilir.
İpliyin S və ya Z istiqaməti şaquli vəziyyətdə tutulduqda ipliyin yamacı ilə tanınır.
İPLİK NOMENKLATURU (davamı var)
İplik diametrləri - ABŞ və SI sistemi arasında müqayisə dəyərləri
| ABŞ vahidləri (hərf) | SI Vahidləri (mikron) | SI vahidləriTEX (g/100m) | Filamentlərin təxmini sayı |
| BC | 4 | 1.7 | 51 |
| BC | 4 | 2.2 | 66 |
| BC | 4 | 3.3 | 102 |
| D | 5 | 2.75 | 51 |
| C | 4.5 | 4.1 | 102 |
| D | 5 | 5.5 | 102 |
| D | 5 | 11 | 204 |
| E | 7 | 22 | 204 |
| BC | 4 | 33 | 1064 |
| DE | 6 | 33 | 408 |
| G | 9 | 33 | 204 |
| E | 7 | 45 | 408 |
| H | 11 | 45 | 204 |
| DE | 6 | 50 | 612 |
| DE | 6 | 66 | 816 |
| G | 9 | 66 | 408 |
| K | 13 | 66 | 204 |
| H | 11 | 90 | 408 |
| DE | 6 | 99 | 1224 |
| DE | 6 | 134 | 1632 |
| G | 9 | 134 | 816 |
| K | 13 | 134 | 408 |
| H | 11 | 198 | 816 |
| G | 9 | 257 | 1632 |
| K | 13 | 275 | 816 |
| H | 11 | 275 | 1224 |
Müqayisə dəyərləri - Strand Twist
| TPI | TPM | TPI | TPM |
| 0.5 | 20 | 3.0 | 120 |
| 0.7 | 28 | 3.5 | 140 |
| 1.0 | 40 | 3.8 | 152 |
| 1.3 | 52 | 4.0 | 162 |
| 2.0 | 80 | 5.0 | 200 |
| 2.8 | 112 | 7.0 | 280 |
İPLİKLƏR
E-Glass Davamlı burulmuş iplik
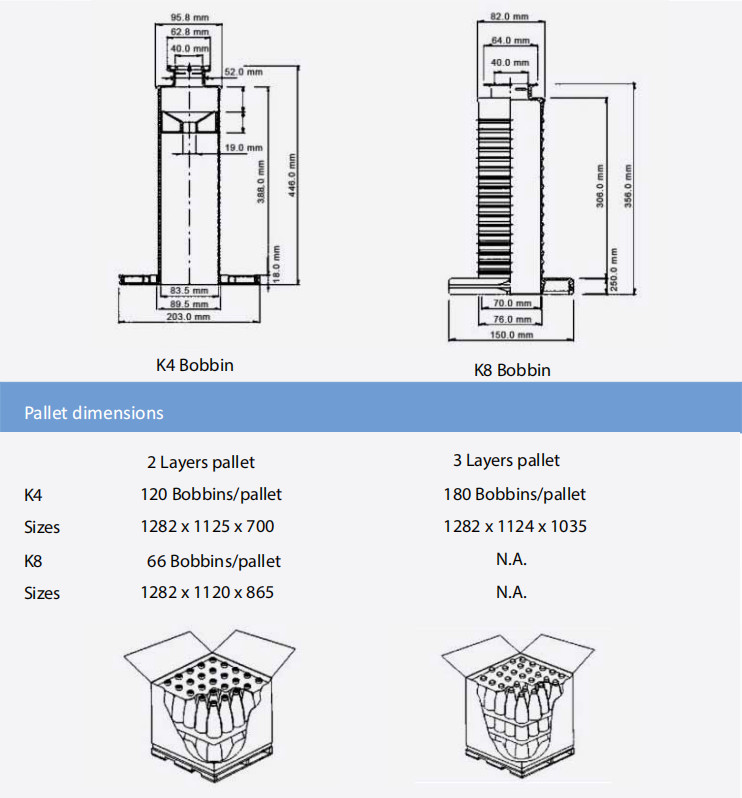
Qablaşdırma
E-Glass Davamlı burulmuş iplik